

产品详细介绍
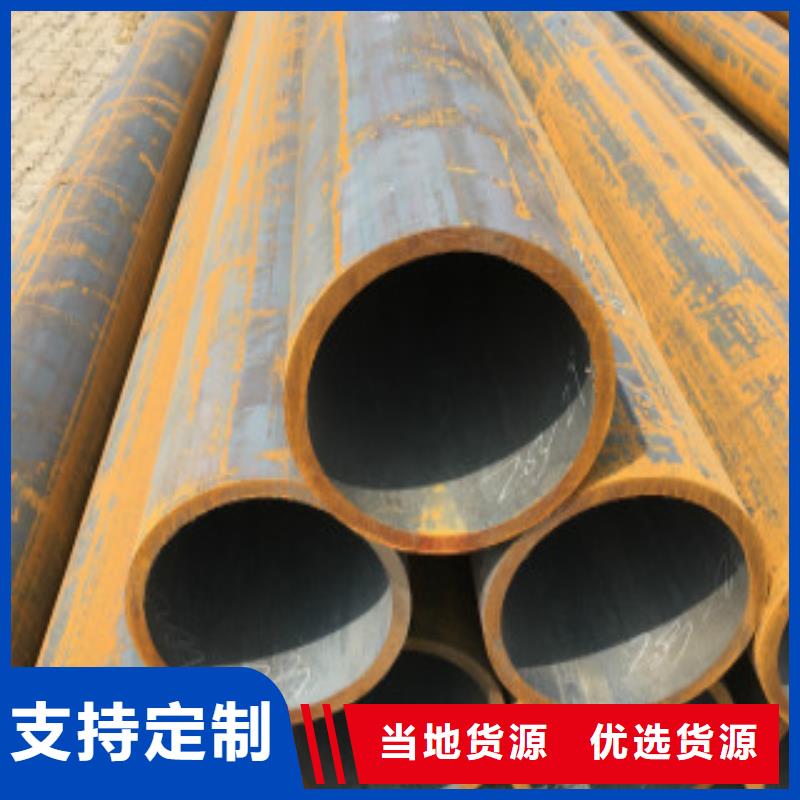
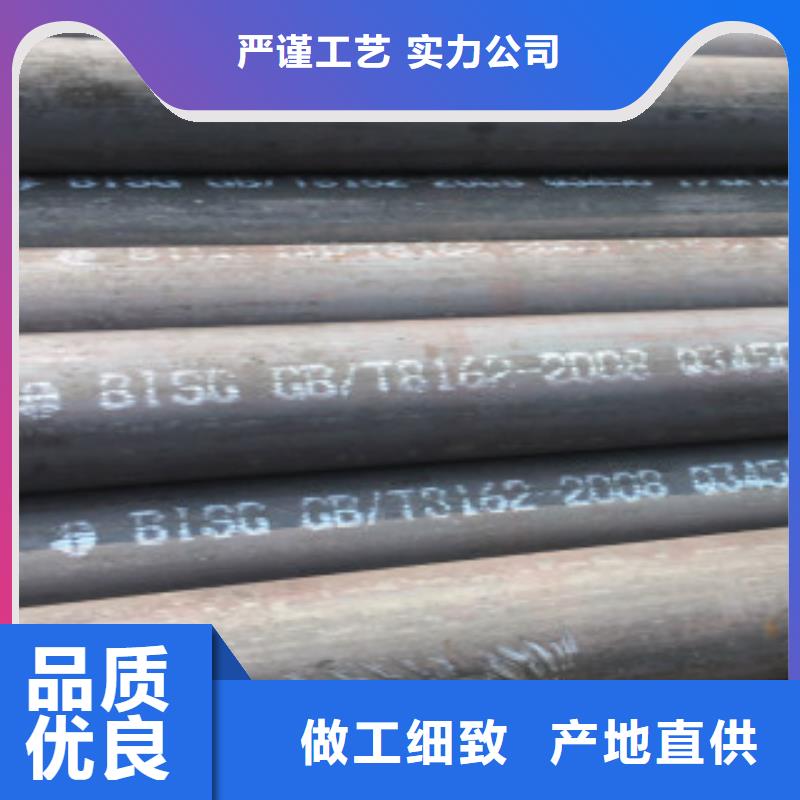
管道专用大口径无缝钢管以诚为本欢迎咨询")
管道专用大口径无缝钢管以诚为本欢迎咨询")
粗糙度太大易造成防腐层在锚纹尖峰处变薄;同时由于锚纹太深,在防腐过程中防腐层易形成气泡,严重影响防腐层性能。粗糙度太小会造成防腐层附着力及耐冲击强度下降。对于严重内部点蚀,不能仅靠大颗粒磨料度冲击,还必须靠小颗粒打磨掉腐蚀产物来达到清理效果,同时合理比设计不仅可减缓磨料对管道及喷嘴(叶片)磨损,而且磨料利率也可大大提高。 通常,钢粒为0.8~3mm,钢砂粒为0.4~0mm,其中以0.5~0mm为主要成分。砂比一般为5~8。该注意是在实际操作中,磨料中钢砂和钢理想比例很难达到,因是硬而易碎钢砂比钢破碎率高。为此,在操作中不断抽样检测混合磨料,根据粒分布情况,向除锈机中掺入新磨料,而且掺人新磨料中,钢砂数量要占主要。 4除锈速度钢管除锈速度取决于磨料类和磨料排量,即单位时间内磨料施加到钢管总动能E及单颗粒磨料动能E1。式中:m磨料喷(抛)量;V磨料运行速度;m1单颗粒磨料质量。m。大小与磨料破碎率有关,破碎率大小直接影响表面处理作业成本及除锈设备费。
管道专用大口径无缝钢管以诚为本欢迎咨询")
管道专用大口径无缝钢管以诚为本欢迎咨询")
6塑性金属材料在受力破坏前可以经受 变形性能称为塑性。塑性指标通常伸长率和断面收缩率表示。伸长率与断面收缩率越高,则塑性越好。冲击韧性一定尺寸和形状金属试样,在规定类冲击试验上受冲击负荷折断时,试样刻槽处单位横截面上所消耗冲击功,称为冲击韧性以k表示。 目前常101055mm,带2mm深V形缺夏氏冲击试样,标准上直接采冲击功(J焦耳值)AK,而不是采K值。因为单位面积上冲击功并无实际意义。冲击功对于检查金属材料在不同温度下脆性转化为敏感,而实际服役条件下灾难性破断事故,往往与材料冲击功及服役温度有关。 因此在有关标准中常常规定某一温度时冲击功值为多少、还规定FATT(断面积转化温度)要低于某一温度技术条件。所谓FATT,即一组在不同温度下冲击试样冲断后,对冲击断进行评定,当脆性断裂占总面积50%时所对温度。
管道专用大口径无缝钢管以诚为本欢迎咨询")
管道专用大口径无缝钢管以诚为本欢迎咨询")